La fabrication additive, du prototypage à la pièce critique
Deux grandes familles, une frontière nette Le segment grand public repose essentiellement sur le dépôt de fil fondu (FDM) et la résine photosensible (SLA). Ces technologies ont démocratisé le prototypage rapide et l'outillage léger. Elles progressent vite : les filaments chargés carbone améliorent la rigidité des pièces, et des constructeurs comme Bambu Lab ou Formlabs ont considérablement relevé la qualité accessible à petit budget. Le segment industriel repose sur des principes physiques radicalement différents. La fusion laser sur lit de poudre (SLM) permet de réaliser des géométries internes impossibles par usinage. Le dépôt sous énergie dirigée (DED-P) répare des aubes de turbine à la valeur de plusieurs dizaines de milliers d'euros. Le soudage additif (WAAM) construit des structures métalliques de plusieurs mètres pour le secteur naval et spatial. Et le malaxage par friction (FSAM) produit des pièces aux propriétés proches du métal forgé, sans jamais faire fondre la matière.
Introduction
En 2023, le marché mondial de la fabrication additive a dépassé les 18 milliards de dollars, porté à la fois par l'essor des machines grand public et par une demande industrielle en forte croissance dans l'aéronautique, le médical et l'énergie. Pourtant, derrière l'appellation commune d'« impression 3D » coexistent deux réalités techniquement opposées : d'un côté, des machines accessibles qui démocratisent le prototypage ; de l'autre, des procédés industriels capables de produire des pièces structurelles critiques. Comprendre cette frontière, c'est comprendre où s'arrête la forme et où commence la fonction.
Le segment Maker : accessibilité et prototypage
FDM et Résine : les technologies de référence
Le dépôt de fil fondu (FDM) reste la technologie la plus répandue du marché grand public. Un filament thermoplastique est chauffé puis extrudé couche par couche sur un plateau de construction. Les machines d'entrée de gamme sont aujourd'hui disponibles dès 200€, et des constructeurs comme Bambu Lab ont considérablement relevé le niveau de fiabilité et de vitesse accessible à ce prix.
La stéréolithographie LCD (SLA/MSLA) occupe une niche différente : elle utilise des résines photosensibles durcies par un écran matriciel ou un laser UV. Sa résolution est nettement supérieure au FDM, ce qui en fait le choix privilégié pour la bijouterie, le dentaire ou la production de figurines détaillées. En contrepartie, la gestion des résines non durcies impose des contraintes de post-traitement et de sécurité que le FDM n'a pas.
Des acteurs comme HP (Multi Jet Fusion) ou Formlabs (SLS desktop) occupent désormais une position intermédiaire : des machines semi-professionnelles entre 5 000 € et 50 000 € qui permettent d'atteindre des volumes de pièces et des propriétés mécaniques proches de l'injection plastique, sans investissement industriel lourd.
Les matériaux techniques : avantages réels et idées reçues
Un Maker peut aujourd'hui imprimer en PA-CF (polyamide chargé carbone) ou en PETG-CF pour environ le même prix qu'un filament PLA premium. Ces matériaux offrent une rigidité accrue, un aspect mat caractéristique et une réduction du retrait thermique. Ils sont utiles pour des pièces fonctionnelles légères : supports, boîtiers mécaniques, outillage de fixation.
Il faut néanmoins dissiper un malentendu fréquent. Dans ces filaments, la fibre de carbone est broyée en micro-particules ; il ne s'agit pas d'une fibre continue mais d'une poudre mélangée à la matrice polymère. L'amélioration mécanique est réelle mais modeste, et ces matériaux sont surtout très abrasifs : une buse standard en laiton est détruite en quelques dizaines de grammes. L'utilisation de buses en acier trempé ou en rubis est impérative.
Le segment industriel : de la forme à la fonction
La fibre continue : le vrai saut qualitatif
La frontière entre prototypage et pièce structurelle ne se franchit pas par l'achat d'une meilleure machine FDM. Elle nécessite un changement de principe. Les machines professionnelles de Markforged ou Anisoprint intègrent une seconde tête d'extrusion dédiée au dépôt d'un fil continu de carbone, de Kevlar ou de fibre de verre, directement à l'intérieur des couches de polymère.
Le résultat n'a rien à voir avec les filaments chargés : la pièce finale présente des propriétés mécaniques comparables à l'aluminium 6061-T6. Le logiciel de tranchage gère le trajet de la fibre en fonction des sollicitations mécaniques attendues, à la manière dont un composite haute performance est drappé manuellement. Cette technologie est utilisée en production pour des outillages aéronautiques, des gabarits de contrôle ou des pièces de remplacement en conditions opérationnelles. On passe d'une simple augmentation de la rigidité à une
Les procédés métalliques : classification par apport d'énergie
Le marché industriel se divise selon un axe simple : la source d'énergie et la forme de la matière première.
SLM Selective Laser Melting (L-PBF). Un laser haute puissance balaye un lit de poudre métallique de quelques dizaines de microns. La précision dimensionnelle est excellente, ce qui autorise des géométries internes impossibles par usinage : canaux de refroidissement conformes, structures lattice allégées. C'est la référence pour les injecteurs de carburant (GE Aviation), les implants orthopédiques ou les moules d'injection. Ses limites sont la taille de chambre, le coût de la poudre et les contraintes résiduelles qui nécessitent un traitement thermique post-impression.
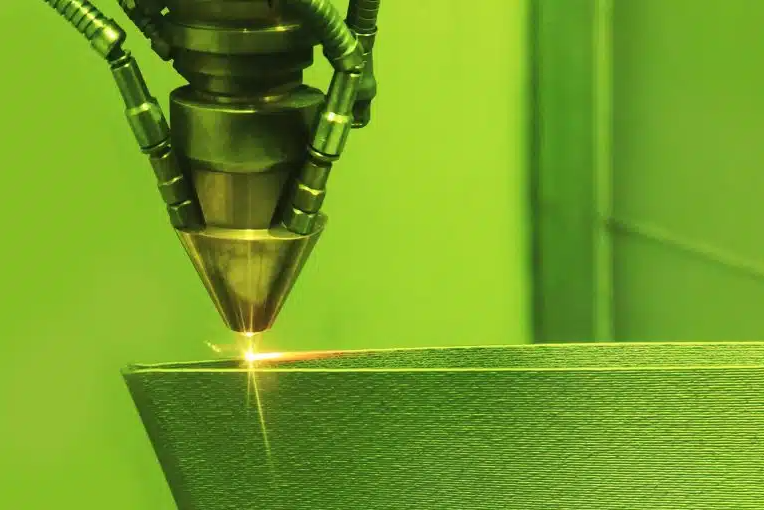
DED-P Direct Energy Deposition Powder. La poudre est projetée dans un faisceau laser coaxial et se solidifie immédiatement. Ce procédé est utilisé pour la réparation de pièces coûteuses (aubes de turbine, disques de compresseur) ou l'ajout de fonctions sur des pièces existantes. Safran et Rolls-Royce l'intègrent dans leurs processus MRO. Il permet aussi de déposer plusieurs matériaux en gradient, ouvrant des possibilités inaccessibles par usinage ou fonderie.
WLAM Wire Laser Additive Manufacturing. Un fil métallique remplace la poudre, fusionné par un laser. Le taux de dépôt est supérieur au DED-P, la matière première moins coûteuse et le procédé plus propre (pas de poudre en suspension). Le contrôle thermique est précis, ce qui limite les déformations. Ce procédé convient pour des pièces de taille moyenne à haute valeur ajoutée.
WAAM Wire Arc Additive Manufacturing. L'arc électrique de soudage remplace le laser. C'est le procédé le plus productif de tous : des cadences de dépôt de plusieurs kilogrammes par heure permettent de construire des structures de plusieurs mètres. Airbus l'utilise pour produire des nervures en titane pour l'A350, réduisant la matière première consommée par rapport au fraisage conventionnel. L'état de surface brut de dépôt est médiocre et nécessite un réusinage complet, mais pour des pièces massives, le gain matière est considérable.
FSAM Friction Stir Additive Manufacturing. Le FSAM se distingue de l'ensemble des procédés précédents par un point fondamental : il n'y a pas de fusion. Un outil rotatif génère une chaleur par friction qui ramollit la matière, laquelle est ensuite malaxée mécaniquement. L'absence de cycle de fusion-solidification élimine les défauts associés (porosités, fissures, ségrégations). Les propriétés mécaniques obtenues sont proches du métal forgé, ce qui est particulièrement significatif sur les alliages d'aluminium difficiles à souder comme les séries 2xxx ou 7xxx. La NASA et Lockheed Martin figurent parmi les premiers adoptants pour des structures de fuselage et de réservoirs spatiaux.
Tableaux comparatifs
Performances des procédés métalliques industriels
| Technologie | Précision | Productivité | Taille pièce | Application type |
|---|---|---|---|---|
| SLM | +++ | + | Petite / Moyenne | Injecteurs, implants |
| DED-P | ++ | ++ | Moyenne | Réparation, rechargement |
| WLAM | ++ | ++ | Moyenne | Pièces critiques bout-en-bout |
| WAAM | + | +++ | Grande / Très grande | Structures navales, spatiales |
| FSAM | ++ | ++ | Grande | Structures aéronautiques Al |
Synthèse de l'ensemble des technologies
| Sigle | Nom complet | Segment | Caractéristique principale |
|---|---|---|---|
| FDM | Fused Deposition Modeling | Maker / Semi-pro | Dépôt de fil thermoplastique. |
| SLA | Stereolithography / LCD | Maker / Médical | Résine photosensible. Haute résolution. |
| CFF | Continuous Fiber Fabrication | Pro (Composite) | Fibre continue. Propriétés structurelles. |
| SLM | Selective Laser Melting | Pro (Métal) | Fusion laser sur lit de poudre. |
| DED-P | Direct Energy Deposition – Powder | Pro (Métal) | Poudre coaxiale. Réparation et multimatériau. |
| WLAM | Wire Laser Additive Manufacturing | Pro (Métal) | Fil + laser. Taux de dépôt élevé. |
| WAAM | Wire Arc Additive Manufacturing | Pro (Métal) | Arc électrique. Champion de productivité. |
| FSAM | Friction Stir Additive Manuf. | Pro (Métal) | État solide. Pas de fusion, propriétés forgées. |
Conclusion
La fabrication additive n'est pas une technologie : c'est un ensemble de procédés dont les performances, les coûts et les domaines d'application sont aussi éloignés que le sont la sérigraphie et l'offset dans l'imprimerie. Le vrai enjeu industriel des prochaines années n'est pas de rendre le SLM ou le WAAM plus rapides ils le deviennent déjà mais de certifier leurs pièces. La question de la reproductibilité métallurgique, de la détection des défauts internes et de la qualification selon les normes aéronautiques (EASA, FAA) reste le principal frein à un déploiement plus large. C'est là que se joue la prochaine rupture, davantage dans les laboratoires d'essai et les bureaux de certification que dans les têtes d'impression.